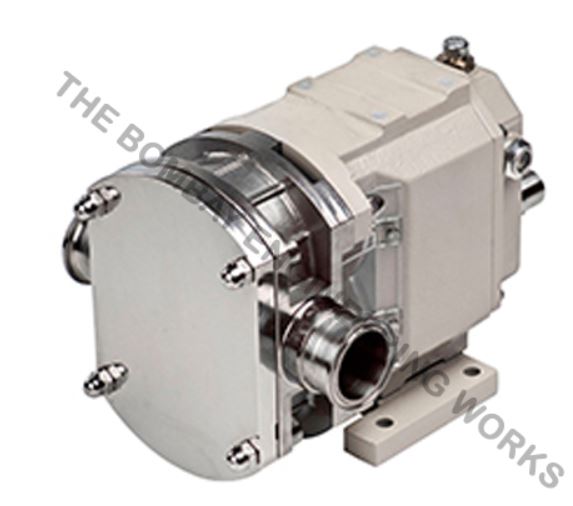
These LOBE PUMPs are used in pharmaceutical, food and beverage, cosmetics, dairy and chemical industries. The functions of the lobe pump are the transfer of liquids and products like pastes, creams and gels.
we are also known for our lobe pump supplies
Lobe pumps are used in various industries, including pulp and paper, chemical, food, beverage, pharmaceutical, and biotechnology. They are popular in these diverse industries because they offer superb sanitary qualities, high efficiency, reliability, corrosion resistance, and good clean-in-place and sterilize-in-place (CIP/SIP) characteristics.
These pumps offer a variety of lobe options, including single, bi-wing, tri-lobe, and multi-lobe. Rotary lobe pumps are non-contacting and have large pumping chambers, allowing them to handle solids such as cherries or olives without damage. They are also used to handle slurries, pastes, and a wide variety of other liquids. If wetted, they offer self-priming performance. A gentle pumping action minimizes product degradation. They also provide reversible flows and can operate dry for long periods. Flow is relatively independent of changes in process pressure, so the output is constant and continuous.
Working of Lobe Pump:
Lobe pumps are similar to external gear pumps in operation in that fluid flows around the casing’s interior. Unlike external gear pumps, however, the lobes do not make contact. Lobe contact is prevented by external timing gears located in the gearbox. Pump shaft support bearings are located in the gearbox, and since the bearings are out of the pumped liquid, the pressure is limited by bearing location and shaft deflection.
1. As the lobes come out of mesh, they create expanding volume on the pump’s inlet side. Liquid flows into the cavity and is trapped by the lobes as they rotate.
2. Liquid travels around the casing interior in the pockets between the lobes and the case — it does not pass between the lobes.
3. Finally, the meshing of the lobe’s forces liquid through the outlet port under pressure.
Lobe pumps are frequently used in food applications because they handle solids without damaging the product. Particle size pumped can be much larger in lobe pumps than in other PD types. Since the lobes do not make contact and clearances are not as close as in other PD pumps, this design handles low viscosity liquids with diminished performance. Loading characteristics are not as good as other designs, and suction ability is low. High-viscosity liquids require reduced speeds to achieve satisfactory performance. Reductions of 25% of rated speed and lower are familiar with high-viscosity liquids.
Advantages of lobe pump
- Pass medium solids
- No metal-to-metal contact
- Superior CIP/SIP capabilities
- Long term dry run (with lubrication to seals)
- Non-pulsating discharge
Disadvantages
- Requires timing gears
- Requires two seals
- Reduced lift with thin liquids
Applications
- Polymers
- Paper coatings
- Soaps and surfactants
- Paints and dyes
- Rubber and adhesives
- Pharmaceuticals
- Food applications